Repetitive Upcycling of Waste Flax Fibre: A Circular Economy and Sustainability Approach in Yarn Manufacturing
Abstract
Khen Maung1, Mohammad Ali2, Md. Musa Miah3
1 NZ Tex Group (Textile Ltd. & NZ Apparels Ltd.), Narayangonj, Bangladesh
2 Department of Industrial and Production Engineering, Bangladesh University of Textiles (BUTEX), Dhaka, Bangladesh
3 Department of Quality Control & Assurance, NZ Textile Ltd., Narayangonj, Bangladesh
Corresponding Author: maung.nzgroup@gmail.com
Received: February 22, 2025; Revised: March 20, 2025; Published: April 15, 2025
The implementation of sustainable waste management techniques is required due to the growing environmental concerns facing the worldwide textile sector. Waste from the production process of linen yarn, which is frequently wasted or underutilized, presents a promising opportunity to produce sustainable flax fibre blended yarn with additional value by upcycling. This study explores the upcycling of waste flax from the linen yarn manufacturing process (wet spinning) in order to manufacture blended yarns. Waste flax from the wet spinning process was cottonized by a mechanical system. The cottonized waste flax fibre was used to produce four types of primary blended yarns of similar count (21 Ne) and blend ratio of 45:55 (45% virgin cotton/viscose/polyester/tencel, 55% cottonized waste flax fibre) in a ring spinning process. The primary blended yarns of cotton-flax (CFp), viscose-flax (VFp), tencel-flax (TFp), and polyester-flax (PFp) showed good evenness and tensile properties. Again, waste (flat strip of cotton-flax) from the carding process during the production of CFp yarn was cleaned and reused by adding virgin cotton to produce a secondary blended cotton-flax yarn (CFs) of 20 Ne at a ratio of 70:30 (cotton: flax) in a ring spinning process. The CFs also showed acceptable evenness and tensile properties compared to CFp yarn. The cost analysis suggested that both primary and secondary blended yarns of process waste flax were less than the blended yarn produced from virgin cottonized flax fibre. The study successfully revealed a process waste management technique to develop a circular economy with industrial-scale economic benefits by turning low-value fibre waste into valuable yarns.
Full Text
1. Introduction
Textile fibre is the primary raw material used to make yarns, which are then transformed into fabric and clothing. Textile fibers are either manufactured or cultivated [1]. For the cultivated textile fibers, natural resources are utilized. Manufactured fibers are derived from petrochemicals that are not renewable because they are derived from fossil fuels like crude oil, natural gas, and coal [2]. The textile industry contributes significantly to global carbon emissions, with the sector accounting for 6-8% of emissions, primarily due to energy-intensive processes from yarn to clothing, as well as fiber production and the use of fossil fuels [3]. Thus, the utmost concern is to reduce the consumption of virgin textile fibers, considering the global environment and sustainability. About 400–700 grams of textile fiber are needed to make one piece of clothing, depending on the style and level of quality. About 30 to 50 percent (120 to 350 grams) of the total textile fiber input becomes process waste over the entire production process, from yarn to clothing [4]. Therefore, it is a vital issue for textile industry to reduce the consumption of virgin textile fibre as primary raw materials on one side, and the other side is to reuse the process waste. A circular economy is one where products and materials are reused, recycled, or repurposed to extend their lifecycle. By incorporating waste fibers into new textile products, manufacturers reduce the consumption of virgin resources, contributing to a more sustainable production model [5]. Upcycling is the process of transforming waste materials, by-products, or old products into new materials or products of better quality or value. Unlike recycling, which typically breaks down materials into their basic components, upcycling repurposes materials into a new, often more valuable or creative form, extending their life and reducing the need for new resources [6].
Flax fibers are the bark or skin of the flax plant (Linum usitatissimum) and have been used in textiles for centuries. They are particularly valued for their unique characteristics, including strength and durability, breathability and comfort, and being eco-friendly. The dried stalks of the flax plant are subjected to retting to decompose the gummy substance, lignin, allowing for easier separation of flax fibre in the next process. Retted flax stalks are mechanically broken and scutched, which involves scrapping of the stalks to separate fibers from woody parts, called scutched flax [7]. Scutched flax is processed by combing or hackling to make them uniform in length of longer fibers suitable for the wet spinning process for the production of pure linen yarn and other applications such as composites and biodegradable products [8-9]. Wet spinning involves a series of the processes of gilling, drawing, combing, roving, ring spinning, and winding [10]. About 20%-30% process waste, such as hackled tow, comber waste, roving, and hard waste from the wet spinning processes, is generated [11]. These waste needs to be recycled or upcycled by the flax spinning industry for their economic benefit and demand for virgin flax with regard to circular economy and sustainability. Some process waste of flax fibre can be directly recycled as it forms in the beginning process of the wet spinning with the virgin flax fibre, but some process waste is not suitable for direct feeding with virgin flax fibre, thus requires a mechanical treatment called “cottonization [12]. Cottonization is a process where long waste flax fibers of the hackling, combing, and gilling process are converted into short-length fibers. Most often, cottonized flax fibers are used in blending with other short-length fibers for the production of blended yarns in ring spinning process. Blending is the process of combining two or more different fibers or materials to make yarns when a single fibre cannot meet the desirable properties of clothing. Apart from that, blending enhances processing performance, reduces cost, and improves durability. yarn. For instance, flax is more costly than cotton fibre, and when it is blended with cotton fibre, the cost of the flax-cotton blended yarn is reduced, obtaining the soft feel of the cotton fibres [13].
When flax fibre is blended with cotton or other fibres for the production of blended yarns in ring spinning process, blended waste of flax fibre is again generated from the processes involved in ring spinning process. This secondary process waste requires management for the consideration of sustainability and the circular economy of the spinning industry. Most of the past studies are focused on the production of blended yarns with virgin cottonized flax fibre [14-17]. A study is conducted to produce recycled rotor-yarns using waste from apparel manufacturing process and suggests that leftover fabric waste can be utilized to develop a sustainable yarn and to achieve zero waste management [18]. Another study on the conversion of waste pineapple leaves and recycled waste fibre to rotor yarn addresses zero waste management [19]. There is also an investigation on the extraction of color from discarded textile fibres, and the recycle of synthetic fibre components [20]. Studies specifically focusing on cottonized flax fibre of process waste do not exist so far. Therefore, this study explores the reuse of process waste of wet and ring spinning for the production of flax-blended yarns in ring spinning process. Special attention was given to the utilization of blended flax waste of the carding process in ring spinning for the economic benefit of the spinning industry as well as to reduce dependency on virgin flax fibre. In the present study, waste flax obtained from wet spinning process was cottonized and used to produce primary flax-blended yarns. Waste generated from the flax-blended yarns was further used to produce secondary flax-blended yarns. The study framework is visualized in Figure 1. The quality and cost of the primary and secondary blended yarns were analyzed. All of the results revealed a successful circular economy and sustainability in the textile industry.

Figure 1. Study framework for upcycling of primary and secondary process waste flax fibre.
2. Materials and Methods
2.1 Virgin Flax Fibre
Virgin hackled flax fibre of premium quality was imported from Novalin, France. The Flax fibre was long and scutched, used for the production of 100% linen yarn in wet spinning process. The virgin long flax fibre was also used to produce virgin cottonized flax fibre for the blending with virgin cotton fibre. The quality parameter of both types of flax fibre is shown in Table 1.
Table 1. Fibre quality parameters of virgin hackled (long) and virgin cottonized (short) flax fibre.
|
Properties |
Virgin Flax (Hackled) |
Virgin cottonized Flax fibre |
|
ML (mm) |
149.90 |
40.06 |
|
UHML (mm) |
201.78 |
51.70 |
|
UQL (mm) |
248.96 |
58.24 |
|
UI (%) |
76.96 |
77.49 |
|
Min (mm) |
43 |
14 |
|
Max (mm) |
455 |
175 |
|
Strength (g/tex) |
35 |
35 |
|
MIC |
6.5 |
6.5 |
2.2 Virgin Cotton Fibre
Virgin DCH-32 cotton was purchased from India for blending with cottonized flax fibre of both virgin and waste for the production of primary and secondary blended yarn. The cotton fibre was tested using the Uster HVI-1000. The properties of the cotton fibre are listed in Table 2.
Table 2. DCH-32 cotton fibre properties
|
Properties |
Values |
|
SCI |
172 |
|
MIC |
3.14-5.64 |
|
Moist. (%) |
8.7 |
|
Mat |
0.83 |
|
UHML (mm) |
35.08 |
|
UI (%) |
82.1 |
|
SFC |
5.4 |
|
Strength (g/tex) |
39 |
|
Elong. (%) |
8.3 |
|
Rd |
70 |
|
+b |
11 |
|
Color Grade (upland) |
33-2 |
2.3 Virgin Polyester, Viscose and Tencel Fibre
In order to blend with waste cottonized flax fibre obtained from the wet spinning process, virgin polyester, viscose, and tencel fibre were purchased according to the parameters mentioned in Table 3.
Table 3. Polyester, viscose and tencel fibre properties.
|
Fibre |
Length |
Fineness |
Strength |
Brand, Origin |
|
Viscose |
38mm |
1.2 Denier |
2.7 g/denier |
Lenzing, Austria |
|
Tencel |
38mm |
1.2 Denier |
3.8 g/denier |
Lenzing, Austria |
|
Polyester |
38mm |
1.4 Denier |
6.2 g/denier |
Thai polyester, Thailand |
2.4 Primary Waste Flax
Waste flax of any form (fibre, roving, sliver, and yarn) was systematically collected, segregated, labeled, and stored from different machinery of the pure linen yarn manufacturing process (wet spinning) for blending with virgin cotton, viscose, tencel, and poyester fibre for the production of primary blended yarns.
2.5 Cottonization of Primary Waste Flax
Primary waste flax underwent a multi-step cottonization process. The waste flax was placed for the first pre-cut using a cutting machine (brand: Perfect, origin: India). This machine reduced the fiber length to 25–65 mm to improve further processing. The cut fibers were then uniformly sprayed with water and conditioned at room temperature for 18–24 hours to enhance softness and flexibility. Following conditioning, the pre-treated cut fibers were processed through a seven-cylinder opening machine (brand: Perfect, origin: India) in a single cycle. This step effectively removed impurities, rigid components, and shives and produced clean, fine, and soft primary waste cottonized flax fibers suitable for blending with virgin polyester, viscose, cotton, and tencel fibers. The process is presented in Figure 2.

Figure 2. Cottonization process of primary waste flax using a cutting and opening machine.
2.6 Production of Primary Blended Yarns
Blending was conducted using primary waste cottonized flax fibers mixed with virgin cotton, viscose, tencel, and polyester. A yarn count of 20 Ne was selected for each blend to facilitate comparative analysis. The di-blended fibers were homogenized using a mechanical mixer to ensure uniform distribution. The blended fibers were then processed through the standard ring spinning process, including carding, drawing, roving, and ring spinning, to produce primary blended yarns with a ratio of 55:45 (flax: cotton/viscose/tencel/polyester).
2.7 Secondary Waste Flax
Secondary waste flax (flat strip) was collected from the carding of the ring spinning process during the production of primary blended cotton-flax yarn.
2.8 Processing of Secondary Waste Flax
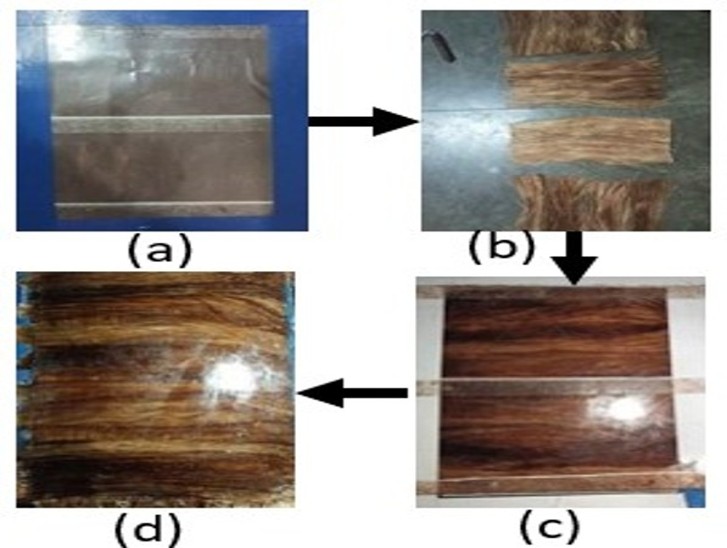
Secondary waste flax (flat strip) was reprocessed using a recycling unit consisting of an automatic bale opener-round plucker, heavy part separator, double intake separator, bi-axial plucker, SFU (waste treating machine), and horizontal bale press to produce cleaned secondary waste flax fibre. The processing of secondary blended waste flax fibre is shown in Figure 3.

Figure 3. Cleaning of the secondary waste flax fibre using a waste-treating machine.
2.9 Production of Secondary Blended Yarn
The cleaned secondary waste flax fibers were used to produce secondary blended yarn with a ratio of 70:30 (cotton: flax) by incorporating additional virgin cotton fibre.
2.10 Production of Virgin Cottonized Flax-Cotton Blended Yarn
In addition to the production of primary and secondary blended yarns, virgin cottonized flax fibers were also used to produce blended yarns at ratios of 45:55 and 70:30 (cotton:flax) for a comparative quality analysis.
2.11 Quality Assessment of Yarn
Mass variation of all types of produced yarns, including CVm% (coefficient of mass variation), thick places, thin places, and hairiness, was analyzed using the Uster Tester 5 of Uster Technologies, Switzerland. The evaluation followed the ASTM D1425/D1425M-14 (2020) standard, with testing conducted at a speed of 500 m/min. To calculate the Imperfection Index (IPI), deviations of +50% for thick places and −50% for thin places per kilometer were considered, as these thresholds are widely adopted in quality assessments. Hairiness (H) was measured through an optical sensor integrated into the evenness tester. Among the recorded parameters, both U% and CV% were noted, with CV% being the primary metric due to its significance in yarn quality evaluation. For tensile testing, the Tensolab-4 Mesdan Lab Strength Tester of Italy was used, operating on the constant rate of extension principle in line with EN ISO 2062:2009. The setup included a 50 N load cell, a 500 mm gauge length, and a clamp speed of 500 mm/min. Prior to testing, all yarn samples were conditioned as per ISO139 requirements. The experiments were performed under standard laboratory conditions, maintaining a temperature of 25 ± 2°C and a relative humidity of 65 ± 2%.
2.6 Cost Analysis
To assess the economic feasibility, a cost analysis was prepared based on the current material and processing costs in Bangladesh, providing insight into the value-addition, profitability of utilizing primary and secondary waste flax.
3. Results and Discussion
3.1 Effect of Cottonization of Waste Flax on Flax Fibre Properties
Figure 4 shows the fibre properties of waste flax collected from the processes of wet spinning. The mean length (ML), upper half mean length (UHML), upper quartile length (UQL), uniformity index (UI), minimum length, and maximum length of the fibres before and after the cottonization are given in Table 4. The number of fibres was 100 taken from a small bulk of the waste flax for the manual testing of fibre properties using a linear scale, and the arrangement of fibres from shortest to longest is shown in Figure 4a. The ML, UHML, and UQL of the waste flax fibre before cottonization were higher than those of the fibres after cottonization, which is presented in Figure 4b. The UHML of the cotton fibre was 35mm, and the cut length of the polyester/viscose/tencel fibre was 38 mm, indicating that the cottonized fibres were suitable for blending with cotton/polyester/viscose/tencel fibres.

Figure 4. Length distribution (a) and properties (b) of flax fibre before and after cottonization.
Table 4. Flax fibre properties before and after the cottonization process.
|
Fibre properties |
Before cottonization |
After cottonization |
|
ML (mm) |
122.38 |
30.95 |
|
UHML (mm) |
166.43 |
40.41 |
|
UQL (mm) |
201.91 |
46.92 |
|
UI (%) |
73.28 |
76.55 |
|
Min (mm) |
39 |
11.50 |
|
Max (mm) |
323.75 |
69.75 |
|
Strength |
35 |
38 |
|
MIC |
7 |
8 |
3.2 Effect of Primary Waste Cottonized Flax Fibres on the properties of Primary Blended Yarns
Yarn properties of the primary blended yarns were evaluated in terms of evenness, imperfection, strength, and elongation. The results of the yarn properties are summarized in Table 5. Evenness is the mass regularity along the length of yarn, which is expressed as unevenness (U%). A higher value of the U% indicates the lower evenness of the yarn. The number of thin, thick, and neps per kilometer length of yarn denotes the imperfection of the yarn. Higher imperfection lowers the quality of the yarn. Hairiness is the total length of the protruding fibres in centimeters per centimeter length of yarn. Higher hairiness means a higher number or higher length of hairs on the yarn surface, which deteriorates yarn quality. Count-strength-product (CSP) and elongation are the strength of the yarn. Yarn with higher CSP and elongation shows the higher ability to resist the force along the longitudinal direction.
Table 5. Quality parameters of four types of primary waste flax blended yarn
|
Yarn |
U% |
Thin/km (-50%) |
Thick/km (+50%) |
Neps/km (+200%) |
Hairiness |
CSP |
Elongation (%) |
|
CFp |
23.00 |
2505 |
3365 |
6298 |
6.88 |
1560 |
5.88 |
|
VFp |
20.24 |
752 |
2592 |
4335 |
4.45 |
1190 |
4.89 |
|
TFp |
24.15 |
2231 |
4205 |
7591 |
4.35 |
1800 |
4.60 |
|
PFp |
23.40 |
2739 |
3820 |
6122 |
6.91 |
1880 |
6.77 |

Figure 5. Comparison of primary waste flax blended yarn quality, uneveness (a), imperfection (b), hairiness (c), strength (d), and elongation (e).
From Figure 5, it is seen that the viscose-flax primary blended yarn (VFp) was produced with better evenness and fewer imperfections among the primary blended yarns. The thin place of the VFp yarn was extremely lower than other yarns. The better evenness and imperfection could be the soft nature of the viscose fibre, which showed better adherence with the stiff flax fibre during the regular movement in the drafting process. The lower hairiness value of the VFp and tencel-flax (TFp) yarn demonstrates the less fibre breakage in the carding process. The stronger nature of the polyester and tencel fibre produced stronger polyester-flax (PFp) and tencel-flax (TFp) blended yarns. It can be advised that VFp yarn would be suitable for the production of good quality knit apparel with better surface appearance. In contrast, PFp and TFp would be suitable for manufacturing woven apparels with durability. Cotton-flax (CFp) yarn can be used for both knit and woven applications due to its moderate level of yarn quality.
3.3 Effect of Secondary Waste Blended Flax Fibres on the Properties of Secondary Blended Yarn
The results for evenness, imperfection, strength, and elongation of the secondary waste flax blended yarn (CFs) and virgin cottonized flax blended yarn (CFv) are shown in Table 6. Figure 6 depicts the comparison of the quality of two cotton-flax blended yarns.
Table 6. Quality parameters of four types of secondary waste flax blended yarn
|
Yarn |
U% |
Thin/km (-50%) |
Thick/km (+50%) |
Neps/km (+200%) |
Hairiness |
CSP |
Elongation (%) |
|
CFs |
22.76 |
2008 |
3829 |
7550 |
7.26 |
2030 |
5.74 |
|
CFv |
16.88 |
268 |
1534 |
2560 |
6.87 |
2110 |
6.49 |

Figure 6. Comparison of secondary waste flax yarn quality, uneveness (a), imperfection (b), hairiness (c), strength (d), and elongation (e).
The quality of the cotton-flax blended yarn (CFs) of secondary waste blended flax fibre was quite dissimilar to the virgin cotton-flax blended yarn (CFv) in regard to U%, think, thick and neps. The hairiness, CSP, and elongation of CFs were similar to the CFv yarn. The excessive thin, thick, and neps of the CFs yarn were due to reprocessing of the waste flax blended fibres in the cleaning, opening, and carding process. The reprocessing affected much on the cotton fibre due to its fineness and flexibility and hence, produced excessive imperfection. On the contrary, flax fibre is very rigid and coarse and produces less thin, thick and neps while blending with cotton fibres. But the quality of CFs yarn was satisfactory compared to the CFp yarn. In order to find the economic benefit of the CFp and CFs yarns, cost of the yarns was analyzed.
3.4 Effect of Upcycling Waste Flax on Production Cost
Production costs of cotton-flax blended yarns produced from primary waste cottonized flax (CFp), virgin cottonized flax (CFv), and secondary waste flax fibre (CFs) at two different ratios (45:55, 70:30) are shown in Figure 7. The production cost of yarns containing a higher amount of flax fibre (55%) was higher ($ 5.8 to $7.1 /kg of yarn) because of the costlier nature of the flax fibres. When flax content was reduced to 30%, the production cost of the blended yarns went down to $3.4 to $5.8 per kg of yarn. The productions of yarns (CFp and CFs) from primary and secondary waste flax were profitable compared to the yarns produced from virgin cottonized flax fibre. It can be recommended that cottonization of waste flax from wet spinning processes in factories is an economic waste management technique rather than importing virgin cottonized flax fibres. Successive management of process waste also provides cost reduction of cotton-flax blended yarns that were revealed by CFs yarn, which was the lowest cost ($3.4/kg) among the yarns produced in this study.

Figure 7. Production costs of cotton-flax blended yarns produced from primary waste cottonized flax (CFp), virgin cottonized flax (CFv), and secondary waste flax fibre (CFs) at two different ratios (45:55, 70:30).
4. Conclusions
This study upcycled the waste flax of the wet spinning and blended waste flax of the ring spinning process to develop value-added flax-blended yarns. The quality and cost results obtained from this study suggest that the upcycling of waste flax fibre into yarn offers an eco-friendly, cost-effective alternative to using virgin flax. The manufacturing cost of cotton-flax blended yarn (45:55) was reduced to $1.35 per kg of yarn, while it was $2.4 for cotton-flax blended yarn (70:30). The cost saving was higher when secondary waste flax was used for the production of blended yarns. The more even yarn was produced when waste flax was blended with viscose fibre compared to polyester, cotton, and Tencel fibre. Stronger yarns were possible to spin when waste flax was blended with stronger fibres like polyester and Tencel. The evenness of the secondary blended cotton-flax yarns produced from secondary waste flax fibre was poor compared to virgin cottonized flax, but strength was found to be quite similar. The utilization of process waste flax of any kind of wet and ring spinning process reduced the reliance on virgin flax fibre and minimized textile process waste. This approach not only fosters sustainability but also drives economic benefits, promoting a circular economy and sustainability in textile manufacturing.
Acknowledgement
This study was conducted in NZ Textiles Ltd., a sister concern of NZ Tex Group, in Bangladesh. The company produces pure linen yarns in wet spinning process, cotton, and blended yarns of various counts in ring spinning system. NZ also has a weaving, dyeing, and apparel unit as a backward linkage. The authors acknowledge the management of NZ for their support in carrying out this research work.
References
[1] Textile fibres. (2023). Textile Chemistry, 17–90.
[2] Sreenivasa Murthy, H. V. (2018). Manmade fibres. Introduction to Textile Fibres, 71–139.
[3] Peters, G., Li, M., & Lenzen, M. (2021). The need to decelerate fast fashion in a hot climate - A global sustainability perspective on the garment industry. Journal of Cleaner Production, 295, 126390.
[4] Waste Management in the Fashion and Textile Industries. (2021).
[5] Luoma, P., Penttinen, E., Tapio, P., & Toppinen, A. (2022). Future images of data in circular economy for textiles. Technological Forecasting and Social Change, 182, 121859.
[6] Teli, M. D., Valia, S., Kadu, K., & Dahale, M. (2015, February). Upcycling of textile materials. In Proceeding of Global Textile Congress (pp. 164-167).
[7] Akin, D. E. (2010). Flax—structure, chemistry, retting, and processing (pp. 89-108). John Wiley & Sons, Ltd., Chichester, United Kingdom.
[8] Lefeuvre, A., Bourmaud, A., Morvan, C., & Baley, C. (2014). Elementary flax fibre tensile properties: Correlation between stress–strain behaviour and fibre composition. Industrial Crops and Products, 52, 762-769.
[9] Müssig, J., & Haag, K. (2015). The use of flax fibres as reinforcements in composites. In Biofiber reinforcements in composite materials (pp. 35-85). Woodhead Publishing.
[10] Boase, W. N. (1919). FLAX. Cultivation, Preparation, Spinning, Weaving. Journal of the Royal Society of Arts, 67(3467), 369-382.
[11] Debnath, S. (2021). Flax fibre extraction to textiles and sustainability: A holistic approach. In Sustainable Fashion and Textiles in Latin America (pp. 73-85). Singapore: Springer Singapore.
[12] Wojtasik, W., Kostyn, K., Preisner, M., Czuj, T., Zimniewska, M., Szopa, J., & Wróbel-Kwiatkowska, M. (2024). Cottonization of Decorticated and Degummed Flax Fiber-A Novel Approach to Improving the Quality of Flax Fiber and its Biomedical Applications. Journal of Natural Fibers, 21(1), 2368143.
[13] Chowdhury, M. F. M., & Islam, M. N. (2022). Qualitative and statistical analysis of cotton-flax blend yarn. Heliyon, 8(8).
[14] Sava, C., & Ichim, M. (2015). Yarns and woven fabrics made from cotton and cottonised flax blends for upholstery applications. Fibres & Textiles in Eastern Europe, (5 (113), 30-34.
[15] Foulk, J. A., Dodd, R. B., McAlister, D., Chun, D., Akin, D. E., & Morrison, H. (2007). Flax-cotton fiber blends: Miniature spinning, gin processing, and dust potential. Industrial Crops and Products, 25(1), 8-16.
[16] Islam, M. N., Rahman, L. L., Hosen, M. I., Mridha, J. H., Sakib-Uz-Zaman, M., Hossen, M. S., & Khan, N. S. (2022). Comparison between tencel-flax blended slub yarn and cotton-flax blended slub yarn. Journal of Textile Science and Technology, 8(4), 221-230.
[17] Ghosh, A., and M. Raihan. "Effect of fibre blend ratios on yarn properties." International Journal of Scientific Engineering and Technology 4, no. 4 (2015): 243-246.
[18] Faysal, G. M., Azad, T. N. S., Repon, Md. R., Hossain, Md. T., & Jalil, M. A. (2022). Sustainable yarn production using leftover fabric from apparel industries. Heliyon, 8(11).
[19] Hossain, A. K. M. N.-U.-, Sela, S. K., Nehal, K., Hasan, N., Hossain, Md. I., & Jalil, M. A. (2023). Application of green technology to treat fibrous (textile) waste and recycling of used chemicals for reutilization of similar waste. Cleaner Engineering and Technology, 13, 100625.
[20] Jalil, M. A., Repon, Md. R., Jurkonienė, S., Haji, A., Hussain, S. Z., & Shukhratov, S. (2024). Valorization of pineapple leaves: Effective conversion of agro waste to textile materials. Energy Science & Engineering, 12(6), 2426–2434.








Georgia Reader Reply
Et rerum totam nisi. Molestiae vel quam dolorum vel voluptatem et et. Est ad aut sapiente quis molestiae est qui cum soluta. Vero aut rerum vel. Rerum quos laboriosam placeat ex qui. Sint qui facilis et.